丙綸FDY紡絲機工藝流程
一、干燥工藝
1、工藝要求:主要是:1、干燥后切片含水:<35PPM
2、干燥后切片特性粘度降:<0.02 設備:ROSIN干燥設備 仿BM干燥設備
工藝條件: (1)預結晶溫度:介于切片玻璃化溫度與熔點之間,一般控制在160-180度. (2)預結晶時間:8-30min,根據需要調整. (3)預結晶沸騰床風壓:-5-0(cmwg) (4)干燥溫度:溫度越高,干燥效果越好.但過高會影響切片粘度降和色澤,一般控制在:160-185度. (5)干燥時間:使切片段含水量接近平衡含水,一般控制在4-12(H). (6)干空氣露點:露點越低干燥效果越好.一般控制在<-30度. (7)干空氣壓力:一般控制在0.6~3.3kgf/c㎡
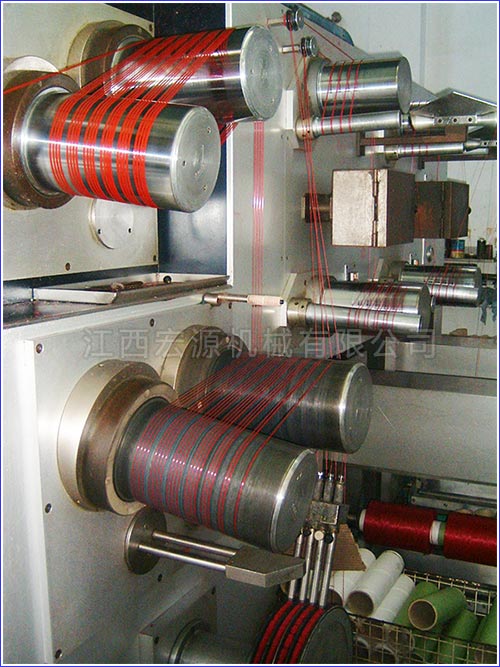
一、紡絲工藝
1、工藝要求:主要是:無油絲特性粘度降<0.04.
2、設備:日本帝人.日本東麗.日本村田.德國Barmag及國產設備.
3、工藝條件: (1)螺桿擠壓各區溫度 A:進料段溫度:切片熔點溫度+(0-20)度 B:壓縮,計量段溫度:+(10-40)度. (2)螺桿擠壓機測量頭壓力:須保證計量泵吐出量的恒定和減少能耗,一般控制在:8-12mpa紡絲箱體溫度:采用聯苯蒸汽加熱保溫,保持熔體溫度不降低,一般控制在:285-298度. (3)組件壓力:一控制在:12~28mpa (4)泵供量和轉速 泵供量(g/min)=紡速(m/min)*成品纖度(dtex)*N除以1000 計量泵轉速(RPM)=泵供量(g/mig)除以熔體密度(G/CM3)*泵規格(CM3/R)*泵效率(%) (5)冷卻吹風 A:風速:過大或過低會使纖維條干不均率上升,一般控制在0.3-0.7M/S. B:風溫:保持熔體細流冷卻長度不會過長,盡量減少各根單絲間冷卻長度的偏差,一般控制在20-28度. C:風濕(相對濕度),一般控制在60-90(%) D:風壓:一般控制在450~600PA (6)拉伸工藝:根據產品的質量(如物理指標和外觀染色)和生產成本,等綜合因素所決定的。 二、卷繞工藝
1、卷繞角:卷繞角過大,筒子成型時出現凸肩現象,過小造成塌邊和凸肚.一般控制在4.8-7.5度。
2、改造TCS糟筒頻率一般控制在258-266HZ之間。
3、FDY卷繞棍溫度:根據纖度與速度不同而設定。 第一熱輥:大于玻璃化溫度,一般控制在70~100度。 第二熱輥:為定型溫度,一般控制在120~140度。 undefined TCS熱箱溫度一般控制160~180度。
4、FDY預網絡壓力小于0.2MPA。
5、調整GR2的速度使T3張力控制在0.1~0.3CN/DT之間,保持絲餅成型良好。
6、含油率:根據絲的不同用途確定,一般控制在0.5~1.5%。
7、網絡壓力小于0.4MPA。
四、環境的控制依據
環境的控制是指滌綸長絲生產過程流程環境條件的控制,也就是環境空調的溫度、濕度和風量等方面的調節,使滌綸長絲產品的質量的以保證。
在控制過程中,在滿足生產工藝及操作條件下,按照季節的變化,合理調節空調,控制環境,達到節約能源的目的。
1、紡絲間環境的控制
A.紡絲間由于散發大量的熱量,需要進行環境送風。一般保持紡絲間溫度在28~45度之間。
B.紡絲間內每位紡絲窗附近不應有渦流生產,同時保證紡絲間與卷繞間應保持正的壓差。
2、卷繞間環境的控制
3、為了保證卷饒成型和絲的質量,卷饒空調一般控制在使卷饒間溫度28~45度。